
不断更新中(2022年5月27日)
山东临沂双工位数控瓦楞纸猫抓板切割设备
常见问题:
0、设备快速操作指南及使用手册
解答:
猫抓板设备快速操作指南使用手册-临沂猫抓板设备-模切世界 Die cutting world (cnmuls.com)
0、猫抓板设备视频操作教程--软件篇
猫抓板设备操作视频教程--软件篇-临沂猫抓板设备-模切世界 Die cutting world (cnmuls.com)
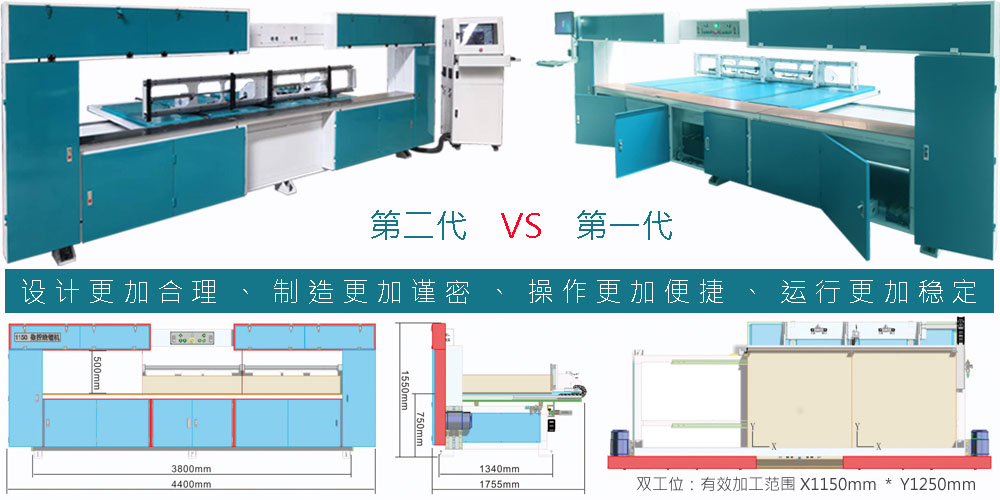
1、设备各项参数及长宽高尺寸和重量
解答:
设备参数:
电压:三相380V/单相220V
功率:5KW
重量:1500KG
外径尺寸:L4400MM*W1800MM*H1600MM
有效加工尺寸:X1150MM*Y1250MM*B20-450MM
加工速度:300-1000MM/M
更多详细请参考上图各标示参数及尺寸!
2、设备如何接线配电?
解答:
N(零线)\L1\L2\L3(三相火线)\PE(地线)
本设备有220V及380V两种机型,设备移机安装前首次通电请由专业电工进行接线配电操作,以免线径太细或相序接错造成安全隐患或设备损坏,开关接线端子处均会标注有正确的接线顺序请对照连接!
3、CAD软件序列号
解答:
191-75444444(此序列号仅针对CAD2006版)
4、NcStudio维宏软件厂商参数密码
解答:
NcStudio(正常设备出厂所有参数均已调校OK,我们不建议自行修改软件内的厂商参数)
附:
上海维宏Ncstudio v5.5.60中文免费版下载(附仿真版)-资源下载-模切世界 Die cutting world (cnmuls.com)
NcStudio维宏软件全局通用快捷键大全-临沂猫抓板设备-模切世界 Die cutting world (cnmuls.com)
5、维宏软件操作界面乱掉了怎么还原?
解答:
按下键盘上的【CTRL】+【ENTER】组合键即可恢复
6、JDPaint北京精雕软件
解答:
附:
北京精雕 JDPaint 5.21 旗舰免费中文版下载-资源下载-模切世界 Die cutting world (cnmuls.com)
JDpaint北京精雕5.21快捷键-资源下载-模切世界 Die cutting world (cnmuls.com)
Jdpaint北京精雕常用快捷键-临沂猫抓板设备-模切世界 Die cutting world (cnmuls.com)
7、NCConverter诺成NC转换器
解答:
附:
NCConverter诺诚NC转换器含免抬刀绿色免费版下载-资源下载-模切世界 Die cutting world (cnmuls.com)
8、CAD软件点保存时软件卡死
解答:
CAD点击保存或另存为时软件卡死的解决方法-临沂猫抓板设备-模切世界 Die cutting world (cnmuls.com)
9、禾川伺服驱动参数调整
解答:
X轴(左侧)/Y轴(右侧)
P00.00 方向 X=0/Y=1
P00.03 刚性 X=22/Y=22(跟据实际情况调整)
P00.08 周脉冲 X=5000/Y=5000
附:
HCFA禾川SV-X2E系列伺服驱动器使用说明书(简/完整版)下载-资源下载-模切世界 Die cutting world (cnmuls.com)
10、台达VFD-M/EV4300变频器参数调整
解答:
台达VFD-M系列/380V型号参数的调整
P00=0/4按扭/旋扭控制频率
P01=0/1面板/端子控制运转
P10=30启动时间
P11=30停止时间
P36=28频率上限
P41=2运行许可
P64=0显示运转频率
附:
台达VFD-M变频器参数表使用手册下载-资源下载-模切世界 Die cutting world (cnmuls.com)
台达EV4300/220V型号参数的调整
P0-02=0命令源选择
P0-03=1主频率源
P0-08=28预置频率
P0-09=0/1运行方向
P0-10=28最大频率
P0-12=28上限频率
P0-17=30加速时间
P0-18=30减速时间
P0-19=0秒
P4-03=47紧急停车(对应DI4端子)
P8-23=0.5紧急停止时间
11、锯条(钢丝)抖动如何调整
解答:
锯条抖动原因有多种,一般可从转速、张紧度进行调整,如果还不能解决,那么可更换一个线槽,如果还抖,可更换细一点的锯条再试,如仍无法解决,请联系厂家售后协助解决!
12、切割图形不准、失真如何解决?
解答:
如果切割出来的图形不准或失真,有以下几种原因:
a、锯条太松(调整锯条张紧度)
b、速度太快(降低加工速度)
c、齿轮齿条配合间隙过大(尝试调整减小齿轮齿条的配合间隙)
13、纸张加工过程中松动,夹不牢!
解答:
早期设备采用的是4V230电磁阀,采用的是闭气夹持方式,后期已全部改为4V220电磁阀,采用的是常通夹持方式,不会再有纸张松动夹不牢的现象!如您是早期采用4V230电磁阀的客户,只需将电磁阀改为4V220即可!
14、X或Y轴无法移动
解答:
出现此种情况,在排除是否有异物卡在齿轮齿条上外,主要原因是因为首次开机在设备没有回机械原点的情况下,手动控制移动时到达轴向物理限位导致伺服过载后报警,早期设备解决此问题需断总电源30秒后再开电源故障会自动恢复,后期设备解决同样问题只需按下【急停开关】再松开【急停开关】即可自动恢复!
15、电脑主板进BIOS密码是什么?
解答:
我们的设备有部分采用的是foxconn(富士康清华同方)主板,其BIOS初始密码为thtfpc(主板初始密码),其它品牌电脑进BIOS是无需密码的!
操作技巧:
1、巧用JDPaint北京精雕软件查看加工轨迹长度
解答:
有时我们操作人员为想精准的获取设备的加工效率或想知道锯条的损耗情况,我们就要知道当前加工图形的轨迹长度,因加工这边拿到的图形基本都是由设计或工程人员做好的NC格式文件,通过NcStudio维宏软件是无法直接获取到加工线长的,但我们可以通过JDPaint北京精雕软件载入加工的NC文件来间接获取加工线长!
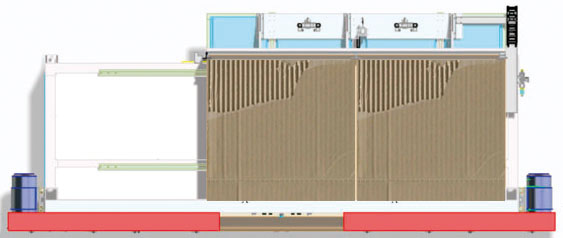
2、竖瓦楞排版及加工更有利提高切割加工效率
解答:
因锯条安装及工作的原理,锯条在X方向承受的侧力比Y方向要大一些,而瓦楞纸的楞向不同其切割阻力也不相同,经切割发现其顺瓦楞方向进行切割时侧向阻力要小的多,因此,我们在进行加工排版时,应尽量顺瓦楞方向来排版和加工,这样可大大提高加工效率及降低锯条的损耗!(纸张瓦楞摆放方向如下图所示)
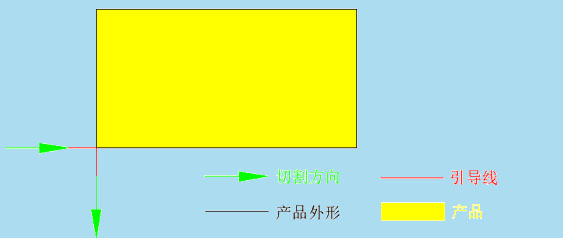
3、合理设计切口(开口)的切入引导线及切出引导线可改善产品接口的加工品质及提高效率。
解答:
因锯条加工的特殊性,锯条在加工时在切割受力方向会有一定的变形,从而导致加工产品接口不够平滑,此时我们只需要在设计路径时增加一个合理的切入及切出引导路径即可得到很大的改善!(如下图,黄色是我们要的产品,那么好的路径应该是红色引导线加黑色产品外形)
日常保养及操作事项:
设备安装:
1、设备需摆放于干燥通风的平整场所,并通过调整地脚螺丝将设备调平,四周需保留一定的活动空间,便于安装维修及保养操作!
2、设备周围需配备有效的除尘、防火、灭火设施!
3、本设备有220V及380V两种机型,设备移机安装前首次通电请由专业电工进行接线配电操作,以免线径太细或相序接错造成安全隐患或设备损坏,开关接线端子处均会标注有正确的接线顺序请对照连接!
日常使用:
1、设备需经过培训合格的专业人员进行操作,无关人员请勿操作及接近设备!
2、设备工作前请做好台面及电控箱内的除尘工作!
3、设备工作时请勿将身体部位接近锯条、夹具、工作台面等危险工作区域!
4、更换锯条时请按下红色【急停】按扭后再进行更换操作!
5、设备正常工作前请清洁工作台面上的异物,以防止纸板放不平或异物卡在齿轮齿条内从而损坏设备或影响正常加工!
6、设备线轨滑块配备有手动集中供油润滑系统,每天工作前请检查油壶内润滑油是否充足,并手动按压手柄三次左右,从而保证线轨滑块充分润滑!
7、工作结束后请做好台面及电控箱内的除尘工作!
8、设备暂停使用时请按下红色【急停】按扭!
9、设备停止使用时请按下红色【急停】按扭,并关闭电脑,然后切断总电源开关!
10、紧急情况下请第一时间按下红色【急停】按扭!
11、设备在免保期内禁止除厂家授权外的任何维修项目!


|

|

|






")

")
下载")










