
卧式平压平模切机具有高速、自动、压力稳定等优点,是目前主流的模切设备。为了保证模切后的纸张不散版,能顺利地从模压位置取出,模切时不能把纸张完全切断,而是留下许多连点。纸张上的连点是采用在模切刀刃口部位开出一定宽度的小口,让纸张在模切过程中保留该部分不被切断来实现的。
一方面顾客总希望连点越少、越不显眼越好,连点多了不仅影响美观而且清废也困难,质量要求高的甚至要增设工序把连点打磨掉;另一方面生产时为了确保将模切后纸张取出时不破碎,又必须多设连点。生产中发现许多操作人员一旦出现散版,就一味地增加连点的数量、宽度和深度,实际上虽然连点设置不当是导致散版的最主要因素,但也和其他因素有关,本文就可能引起模切后的纸张散版的原因进行分析,希望能够在连点尽可能少的情况下做到不散版。
一、连点设置不当引起散版
1、设置连点的工具
在生产中,常常见到操作工为图方便,用螺丝刀敲出连点,这种方法有许多弊病,如连点的宽度不能根据纸张的不同而变化,连点的深度不一致,敲凹下去的地方会产生毛刺,还可能把刀敲弯掉。合理的手段是采用专用的开连点设备,用砂轮磨出连点。连点的深度可以调节,连点的宽度通过调换不同厚度的砂轮片来控制,由于砂轮把连点部位的刀磨去,故也不会产生毛刺。事实证明,用砂轮磨出的连点更结实耐拉。
2、 连点的位置
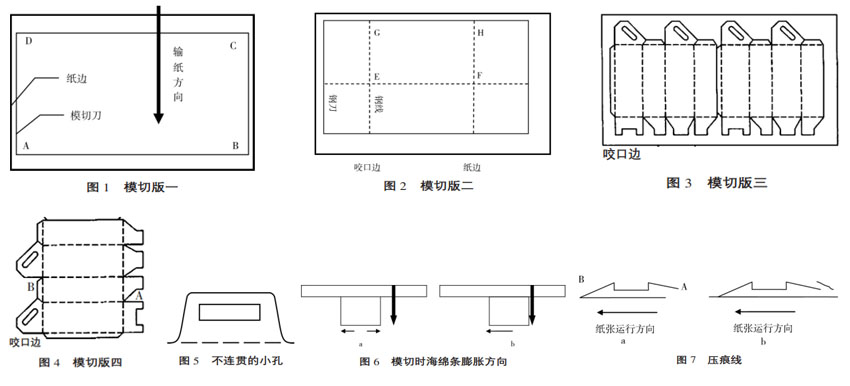
由于把纸张从模切位取出的力是作用在纸张运动的方向上,所以连点也应该设在纸张运动方向,两侧边可以不设连点或稍微设置少量连点。特别是当左右两侧纸边很窄的时候,最好不要设连点,如图 1 所示,AD 和 BC 边不要设连点,否则,窄的纸边起不到拉动成品向前运动的作用,反而使得清除废纸边变得特别困难。
在纸张的运动方向上,成品前方和纸边之间的连点要多一些、宽一点;成品后方和纸边间的连点可以少一些,如图 1 中 AB 边连点多一些,CD 边连点少一些。靠近咬口边的连点要尽量设在靠近咬牙的位置;成品后方的刀与压痕线交叉的位置一般要设连点,如图 2 所示,细实线代表钢刀,虚线代表钢线,G、H 代表刀线交叉位置,一般要设连点。否则成品后面的纸边很容易被设置的压痕线 EG、FH的 G 端和 H 端钩住,造成纸张破碎。GH 的长度如果较长,也要在 GH 的中间位置设连点,否则模切后 GH 后面的纸边也容易被 EF 压痕线的侧面钩住,使纸张破碎。
3、连点数量、深度和宽度
连点的深度和宽度一般要和纸张的厚度相当,如纸张是 0.5mm 厚,一般采用 0.5mm 的砂轮片磨出连点,连点的深度也为 0.5mm。纸张较薄、纸的强度较大,连点可以少、浅、窄些;反之,纸板较厚,纸的强度较差,连点要多、深、宽些。成品和纸边之间不相互勾连,如图 3 所示,连点要多、深、宽些;成品和纸边之间相互勾连,如图 4 所示,当模切后的咬牙咬住纸边向前拉时,A、B 处纸边会勾住成品向前,所以连点可以少、浅、窄些;机器运转速度越快,从静止的模压位置拉出时加速度越大,拉力也越大,纸张需要更多的相连才不至于破碎,连点也就需要多而重些;当钢刀和纸张的丝缕平行时,连点的受力方向垂直于纸张丝缕方向,连点要多、宽、深些,反之,则连点少、浅、窄些。
此外,还要注意连点要尽量设在比较隐藏的位置,如成品盒可以粘在里面或折在里面的位置、和刀线交叉的位置,对美观影响较小。另外,纸张上不连贯的小孔,一定要在前进的方向设置连点,以免小孔内废纸掉落在钢板上,然后被拖进压痕线内,造成产品折痕部位破裂,使产品报废,如图 5 所示。
二、模切版上的海绵条安装不当引起散版
1、模切版上的海绵条用来粘在刀的两侧,每一次模切后可将纸从刀上弹出来
如刀的两边海绵条粘得太少、粘的位置离刀太远、或在模切中掉了、或者是被压扁了、高度低于刀的高度、或者海绵条太软、弹性不够等,模切后的纸张便不能顺利地脱离模切刀,此时咬牙咬住纸张一拉,纸便会破碎。
此外,由于海绵条是用胶粘附于刀模上,如果涂胶时不小心,有胶粘在海绵条的表面,在模压时很大的压力作用下,也会粘住纸张,造成破碎。
2、海绵条在模切使用时,会被垂直压缩变形,向侧面膨胀
如果海绵条和钢刀之间有足够的间距,海绵条受压后会对称地向周边扩展,因海绵条扩展作用在纸张上的力是对称的,如图 6- a 所示。但是,如果海绵条离钢刀太近,如图 6- b 所示,海绵条无法向钢刀方向扩展,而只能朝外扩展,结果就对正在模切的纸张施加一个朝外的力,其后果一方面是把还没完全切断的纸张拉断,导致模切边缘不光洁,另一方面使本来存在的连点拉断,导致散版。为了使海绵条既能把纸张从钢刀上弹出,又不产生侧向的拉力,海绵胶条通常粘在距模切刀 1mm 处,并高于模切刀 1.5mm。
三、模切压力太大引起散版
当局部模切的压力太大时,会在钢板上压出一道刀痕,这种情况容易出现在模切压力不均匀的旧机器上。局部的压力特别大的时候,会在钢板上留下一道较深的刀痕,这条刀痕也会钩住纸张的切口,使纸张断裂、破碎。
四、压痕线的问题引起散版
压痕线由于储存时间过长,或是保存的环境不当,压痕线表面可能有残留的胶,带有粘性,在高压作用下,压痕线容易粘住纸张。如出现这种情况应该用香蕉水清洗压痕线的表面,或是扑一些滑石粉。
有的压痕线侧面的斜面在模压过程中由于纸屑灰尘的渗进逐渐失去粘性而翘起,也会勾住纸张的切口,使纸张破碎,如图 7- a 的 A 点所示。解决办法是要么更换这条压痕线,要么用胶带纸把翘起的一边和压板连在一起,形成一斜面,如图 7- b 所示。如图 2 所示的 G、H 位置,裁切后具有一定高度的压痕线后端容易勾住后面的切口,最好是安装好压痕线后再将该处垂直的立面削斜。
五、模切机的咬牙问题引起散版
模切机的轴向咬牙分布不如胶印机密,为了生产方便还可能故意去掉部分咬牙,模切机在使用过程中纸张的厚薄变化大,容易使咬牙失去弹性,结果可能是轴向的一排咬牙中,真正咬住并拉动纸张的只有个别咬牙,使得拉力不均匀,个别咬牙对纸张的拉力过大,导致纸张破碎。解决方法是检查调整各个咬牙的咬力,使之尽可能均匀一致。
连点太多影响美观和清废,是用卧式自动模压机取代手动立式模压机后所面对的模切难题,本文通过分析引起纸张模切散版的各项因素,希望能做到对症下药,用尽量少的连点,让模切机顺畅地完成模压。


|

|

|






")

")
下载")









